
Quick-fire laser analysis
Cement plants rely on rapid analysis of clinker to monitor free lime levels and therefore, avoid ...
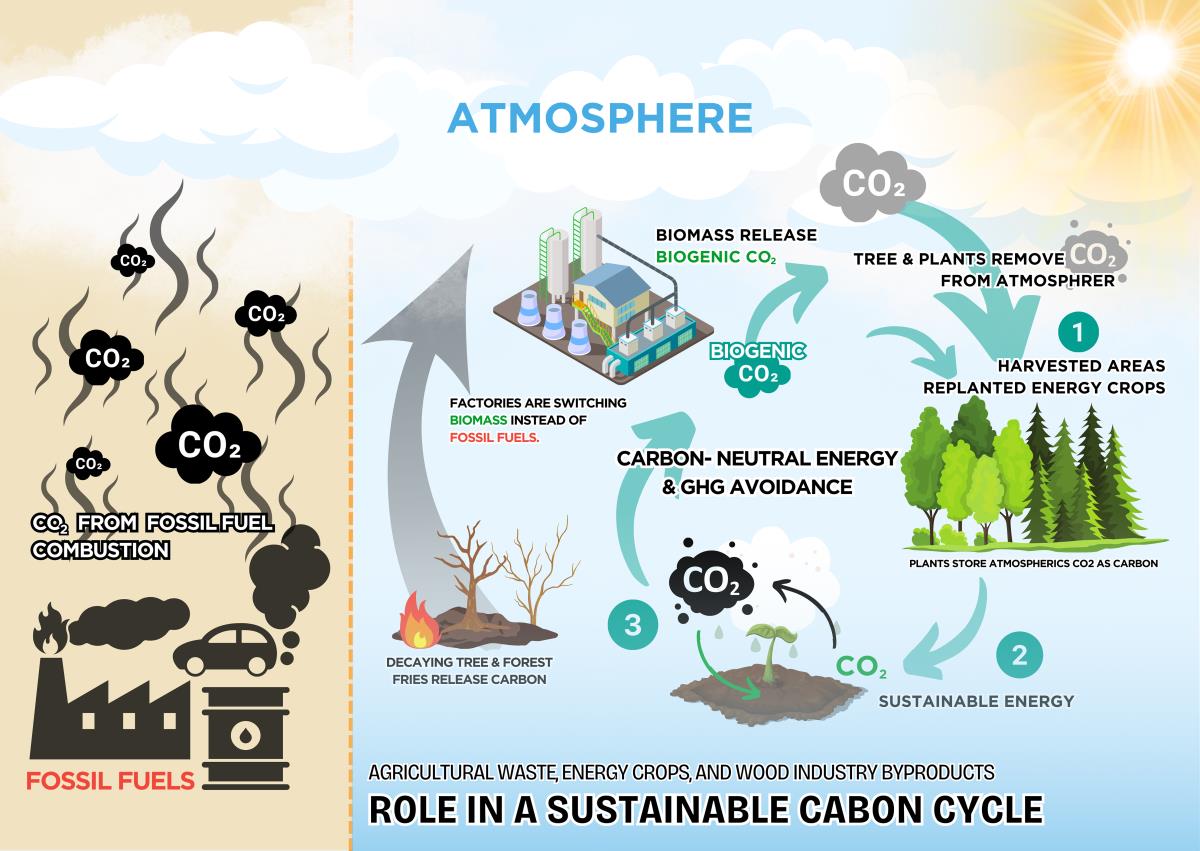
The operational challenges posed by climate change and energy shortages in cement production have led to a growing emphasis on adopting alternative fuels (AFs), particularly biomass, to reduce greenhouse gas emissions and improve energy security. SCG Cement and Green Solution Business’ success in integrating AFs is a notable example. However, to ensure smooth operations, potential issues such as clogging and abrasion in the production process must be proactively managed. by Palakrit Tinnakorn, Kanokon Thongrod, Thanapong Prasertphol, Paweena Thanngam and Nuttairya Chatikanon, The Siam Refractory Industry Co Ltd, Thailand

GBP£220 / USD$315 / EUR€260 annually
Our editors pick the top news delivered to your inbox. Sign-up today!
Cement plants rely on rapid analysis of clinker to monitor free lime levels and therefore, avoid ...
Kawasaki Heavy Industries (KHI) recently completed commissioning the Third-Generation CK Mill, th...
Cement production is a significant CO2 emissions source, yet its cementitious product materials a...
With cement markets forecast to show limited growth, could the greater adoption of supplementary ...